
Features & Benefits
UNIQUE HEAT EXCHANGER:
Vertical profile allows for minimum pressure drop and self cleans using gravitational force
MAXIMUM DEW POINT STABILITY:
The independent operation of the controller and valve provide an ultra stable dew point with a no-freeze-up guarantee
INTEGRATED iMAT®:
Reliable condensate discharge and maximum energy savings
CYCLING TECHNOLOGY:
Maximized energy savings with unique cold trap design and high end controller
MAINTENANCE FRIENDLY:
The entire range features an open frame that provides easy access to all components

iDRY® Cold Trap, Cycling Refrigerated Air Dryer
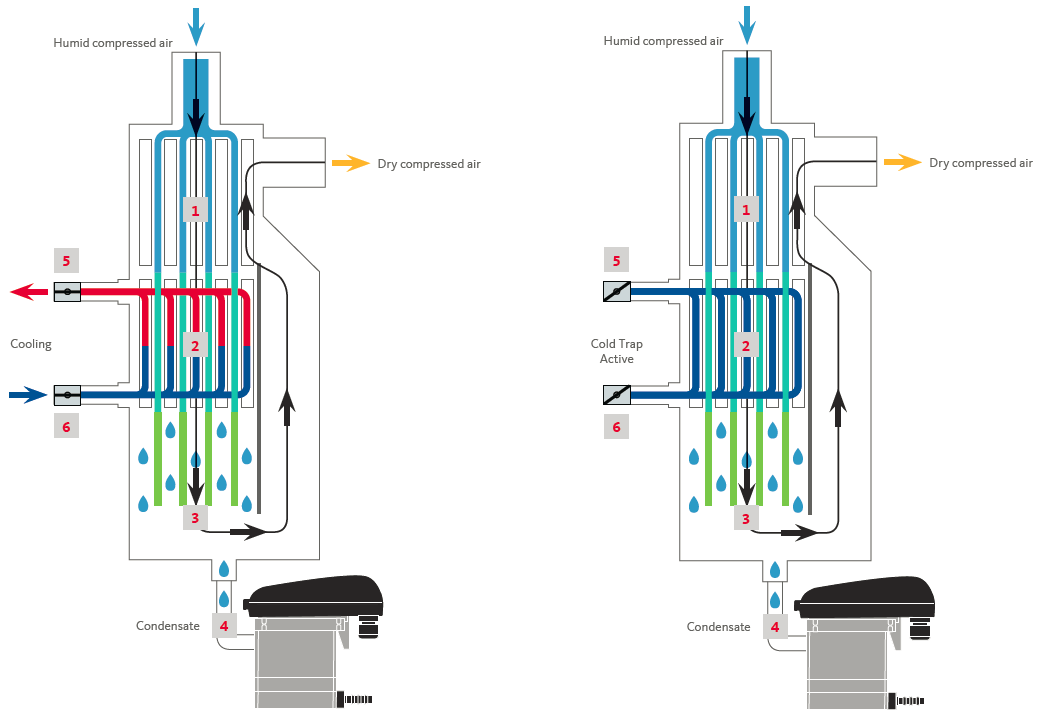
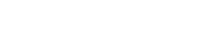
Warm compressed air, saturated with water vapor, is precooled in the air/air heat exchanger (1) when entering the refrigeration dryer. The required cooling capacity of the refrigerant in the downstream air/refrigerant heat exchanger (2) is reduced by this action and the system becomes more energy-efficient. The gravitational force sustains a particularly high droplet separation of nearly 99%. In the very large condensate collection chamber with subsequent recirculation, the flow velocity is significantly reduced. Re-entrainment of already separated droplets is reliably prevented in this manner (3). The accumulated condensate is discharged from the iDRY® via the level-controlled iMAT® condensate drain (4) avoiding any compressed air loss, and can be processed reliably using an oil-water separation system or emulsion-splitting plant. Prior to leaving the iDRY®, the dried and cold compressed air is reheated in the air/air heat exchanger. Through this process, the relative air humidity is significantly reduced and the cooling capacity employed is recovered by up to 60%. Solenoid valves (5) and (6) are closing on low air demand and trap the cold freon in the fully insulated heat exchanger acting as a thermal mass. This action shuts off the compressor thereby saving additional energy when low flow conditions are reached.


Contact Information
PO Box 206
Jeffersonville, IN 47130
Phone: (877) 388-5845
Email: