
Features & Benefits
TRUE ZERO AIR LOSS:
Exclusive operating principle guarantees maximum energy savings
HIGHEST RELIABILITY:
Integrated sieve keeps the drain operational and unaffected by dirt, and eliminates the need for a Y-strainer and extra maintenance
LOWEST MAINTENANCE:
Reduce overall time and costs
SENSOR CONTROLLED:
Ensures intelligent operation at all times and is safe for all condensate types
INTEGRATED ALARM:
Visual status indication is given on the drain and can be wired for remote access

iMAT® Standard Condensate Drains
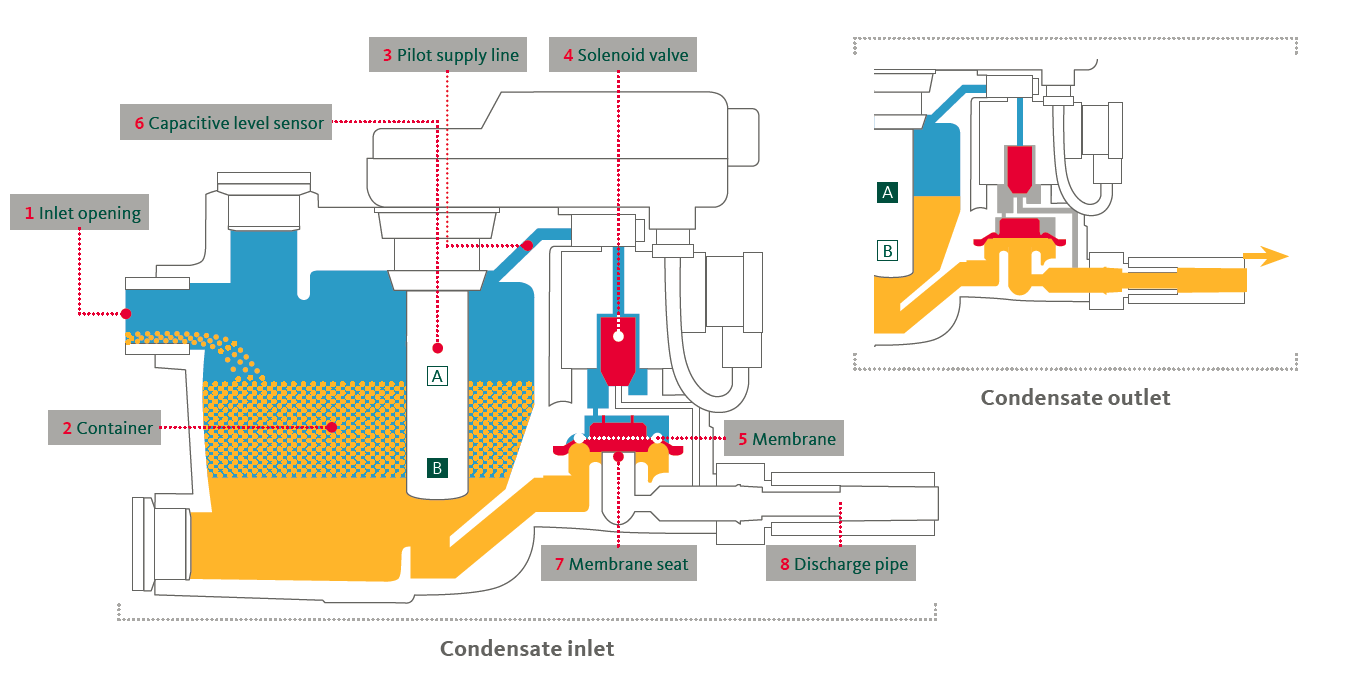
The condensate trickles through the inlet opening [1] and collects in the container [2]. Initially, the valve is closed as, via the pilot supply line [3] and the solenoid valve [4], pressure differential above the membrane [5] is effected. The larger surface area above the membrane results in a high closing force. The membrane seat remains closed and leak-proof. When the container is filled with condensate, so that the capacitive level sensor [6] gets a signal at the maximum point, the solenoid valve switches over and the area above the membrane is vented. As a result of the decreasing pressure above the membrane, the membrane lifts off the membrane seat [7] and the overpressure in the housing forces the condensate into the discharge pipe [8].
Product Video



Contact Information
PO Box 206
Jeffersonville, IN 47130
Phone: (877) 388-5845
Email: